




退火目的是什么?在高温(1750℃)加热状态下,通过高温促使晶体晶格打乱后重新排列,同时清除一些晶格内部缺陷,从而释放内部应力,为后续加工奠定良好的基础。晶体退火恒温时间为36小时;每炉次退火时间为5天左右。退火后的晶棒在切割完成后,晶片翘曲低于1丝,线小于2毫米、内应力、崩边现象及线痕度得到很大的提升;加工后的晶片成品率也达到了95%以上。成品率提高了,成本又降低了很多,同时延长了晶棒的切割线的使用寿命。

主要技术参数 | ||||
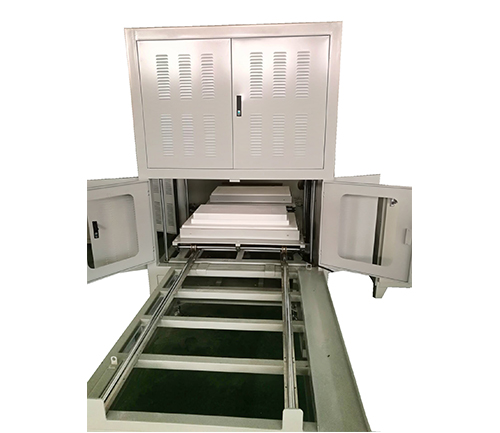
型号 | LGYL-1800 单向退火炉 | LGYL-1800 双向退火炉 | LGYL-1650 单向退火炉 | LGYL-1650 双向退火炉 |
有效工作区尺寸(mm) | 860*340*300 | 860*340*300 | 860*420*450 | 860*420*450 |
额定功率 | 57KVA | 57KVA | 57KVA | 57KVA |
每炉装载量 | 4寸晶棒约5800mm | 4寸晶棒约5800mm | 4寸晶片约9000mm | 4寸晶片约9000mm |
额定温度 | 1750℃ | 1750℃ | 1600℃ | 1600℃ |
保温材料 | 氧化锆纤维 | 氧化铝纤维 | ||
移动轨道行程速率 | 1040.4mm/分 | 1040.4mm/分 | 1040.4mm/分 | 1040.4mm/分 |
升降平台行程速率 | 92.8mm/分 | 92.8mm/分 | 92.8mm/分 | 92.8mm/分 |
操控方式 | 手动与自动 | 手动与自动 | 手动与自动 | 手动与自动 |
工作电压 | 电炉加热380V 仪表工作220V | 电炉加热380V 仪表工作220V | 电炉加热380V 仪表工作220V | 电炉加热380V 仪表工作220V |
运行机构 | 丝杆、轨道、电动运行 | 丝杆、轨道、电动运行 | 丝杆、轨道、电动运行 | 丝杆、轨道、电动运行 |
加热元件 | 1900型硅钼棒(U型) | 1900型硅钼棒(U型) | 1800型硅钼棒(U型) | 1800型硅钼棒(U型) |
控制精度 | ≤±0.5℃ | ≤±0.5℃ | ≤±0.5℃ | ≤±0.5℃ |
控温方式 | 100段PID智能程序控温,可编程序控制器(PLC)控制+触摸屏+工控机 | |||












